Cart 0
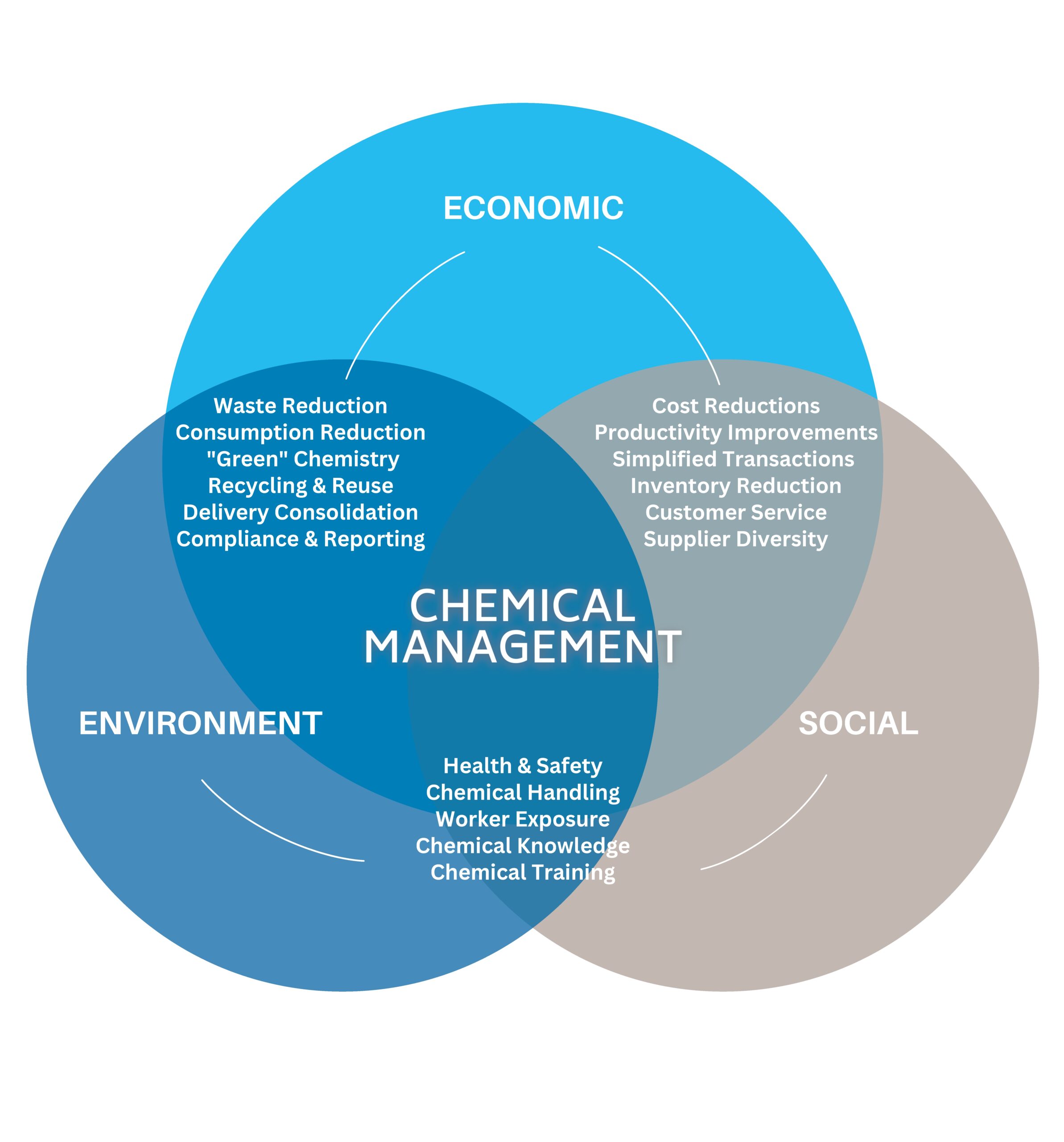







Educating and training the chemical user community about the impacts and end disposition of chemicals being used, all with the safety of the user at the forefront of any chemical use scenario.